



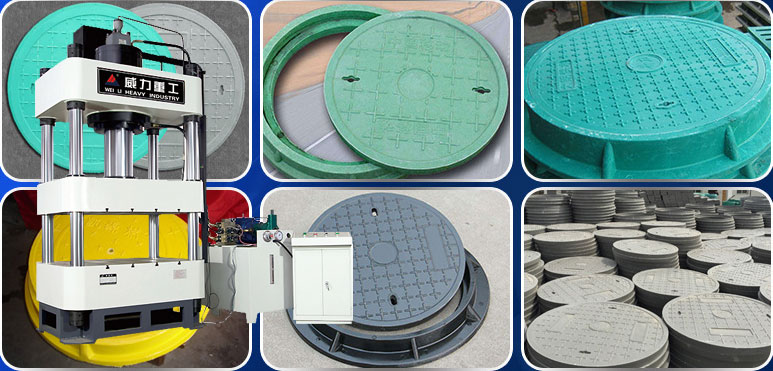
SMC熱壓設備500噸復合井蓋液壓機
SMC熱壓設備500噸復合井蓋油壓機
SMC熱壓設備500噸復合井蓋油壓機適用于可塑性材料的壓制工藝,如沖壓、彎曲、翻邊、薄板拉伸等,也可從事校正、壓裝、砂輪成形、塑料制品的壓制成形工藝。具有獨立的動力機構和電報系統,并采用按鈕集中控制,可實現調整、手動、及半自動三種操作方式。
本機器的工作壓力、壓制速度、空載下行和減速的行程范圍可根據工作需要進行調整,并能完成定壓和定行程成形兩種工藝方式。定壓成形的動作為:快速下行——減速——SMC熱壓設備500噸復合井蓋油壓機壓制——保壓——回程——停止。定行程成形的動作為:快速下行——減速——壓制——回程——停止。

500噸玻璃鋼熱壓四柱液壓機
1、500噸復合井蓋油壓機主要用途和特點
1.1主要用途:本設備主要用于金屬材料沖裁、拉伸、汽車零部件、粉末制品成型、玻璃鋼制品成型等一系列成型產品。
工藝動作:
滑塊:快下—慢下加壓—保壓延時-卸壓延時-回程
可根據客戶要求定制各種工藝。
1.2SMC熱壓設備500噸復合井蓋油壓機特點:
1.2.1本機器的控制系統設有手動、半自動兩種工作方式。
1.2.2液壓系統采用二通插裝閥集成系統,電器系統采用集成電路控制(也可選配PLC可編程控制器)
1.2.3本機的動力系統安裝在地面上,便于維護、維修。
1.2.4本機設有獨立可移動控制柜,方便操作。
1.2.5本機可限壓、限程、定位、工藝動作
2、機器使用條件
2.1工作環境溫度0~40℃
2.2動力電源:三相四線制380V
2.3電壓波動范圍:380V±10%
2.4液壓系統使用介質:46#抗磨液壓油

四柱油壓機加工復合井蓋效率高
四柱油壓機加工復合井蓋加工過程:
1.壓制前準備
(1)smc的質量檢查 的質量對成型工藝過程及制品質量有很大的影響。因此,壓制前必須了解料的質量,如樹脂糊配方、樹脂糊的增稠曲線、玻纖含量、玻纖浸潤劑類型。單重、薄膜剝離性,硬度及質量均勻性等。
(2)剪裁 按制品的結構形狀,加料位置,流程決定剪裁的形狀與尺寸,制作樣板,再按樣板裁料。剪裁的形狀多為方形或圓形,尺寸多按制品表面投影面積的40%一80%。為防止外界雜質的污染,上下薄膜在裝料前才揭去。
(3)設備的準備
①熟悉SMC熱壓設備500噸復合井蓋油壓機的各項操作參數,尤其要調整好工作壓力和壓機運行速度及臺面平行度等。
②模具安裝一定要水平,并確保安裝位置在壓機臺面的中心,壓制前要先徹底清理模具,并涂脫模劑。加料前要用干凈紗布將脫模劑擦均,以免影響制品外觀。對于新模具,用前須去油。
2.加料
(1)加料量的確定 每個制品的加料量在首次壓制時可按下式計算
加料量/g=制品體積/cm3x1.8 /g
(2)加料面積的確定 加料面積的大小,直接影響到制品的密實程度,料的流動距離和制品表面質量。它與smc的流動與固化特性、制品性能要求、模具結構等有關。一般加料面積為40%-80%,過小會因流程過長而導致玻纖取向。降低強度,增加波紋度,甚至不能充滿模腔。過大,不利于排氣,易產生制品內裂紋。
(3) 加料位置與方式 加料位置與方式直接影響到制品的外觀,強度與方向性。通常情況下,料的加料位置應在模腔中部。對于非對稱性復雜制品,加料位置必須確保成型時料流同時到達模具成型內腔各端部。加料方式必須有利于排氣。多層片材疊合時,最好將料塊按上小下大呈寶塔形疊置。另外,料塊盡量不要分開加,否則會產生空氣裹集和熔接區,導致制品強度下降。
500噸四柱油壓機加工復合井蓋
3.成型
當料塊進入模腔后,500噸復合井蓋油壓機快速下行。當上、下模吻合時,緩慢施加所需成型壓力,經過一定的固化制度后,制品成型結束。成型過程中,要合理地選定各種成型工藝參數及壓機操作條件。
(1)成型溫度
成型溫度的高低,取決于樹脂糊的固化體系、制品厚度,生產效率和制品結構的復雜程度。成型溫度必須保證固化體系引發、交聯反應的順利進行,并實現完全的固化。
一般來說,厚度大的制品所選擇的成型溫度應比薄壁制品低,這樣可以防止過高溫度在厚制品內部產生過度的熱積聚。如制品厚度為25~32mm,其成型溫度為135-145℃。而更薄制品可在171℃下成型。
成型溫度的提高,可縮短相應的固化時間;反之,當成型溫度降低時,則需延長相應的固化時間。成型溫度應在最高固化速度和最佳成型條件之間權衡選定。一般認為,smc成型溫度在120-155℃之間。
(2)成型壓力
smc成型壓力隨制品結構、形狀、尺寸及smc增稠程度而異。形狀簡單的制品僅需5-7mpa的成型壓力;形狀復雜的制品,成型壓力可達7-15mpa。smc增稠程度越高,所需成型壓力也越大。
成型壓力的大小與模具結構也有關系。垂直分型結構模具所需的成型壓力低于水平分型結構模具。配合間隙較小的模具比間隙較大的模具需較高壓力。
總之,SMC熱壓設備500噸復合井蓋油壓機成型壓力的確定應考慮多方面因素。一般來說,smc成型壓力在3-7mpa之間。
(3) 固化時間
smc在成型溫度下的固化時間(也叫保溫時間)與它的性質及固化體系、成型溫度、制品厚度和顏色等因素有關。固化時間一般按40s/mm計算。對3mm以上厚制品,每增加4mm,固化時間增加lmin。
4.壓機操作
由于smc是一種快速固化系統,因此壓機的快速閉合十分重要。如果加料后,壓機閉合過緩,那么易在制品表面出現預固化補斑,或產生缺料、或尺寸過大。在實現快速閉合的同時,在壓機行程終點應細心調節模具閉合速度,減緩閉合過程,利于排氣。
某種smc典型的成型周期如下:壓機開啟7s-制品取出l0s-加料20s-模具閉合l0s-固化周期73s,共計120s。
SMC熱壓設備500噸復合井蓋油壓機型號齊全,您可以根據實際的加工井蓋大小規格選擇油壓機型號,山東威力重工油壓機廠家直銷熱線:0632-5680515 18306370978(同微信)
SMC熱壓設備500噸復合井蓋油壓機型號齊全,您可以根據實際的加工井蓋大小規格選擇油壓機型號,山東威力重工油壓機廠家直銷熱線:0632-5680515 18306370978(同微信)
本文由油壓機廠家整理,轉載請注明來自:m.6767020.com








