



伺服1000噸油壓機壓制塑料模殼一次成型步驟
伺服1000噸油壓機壓制塑料模殼一次成型步驟
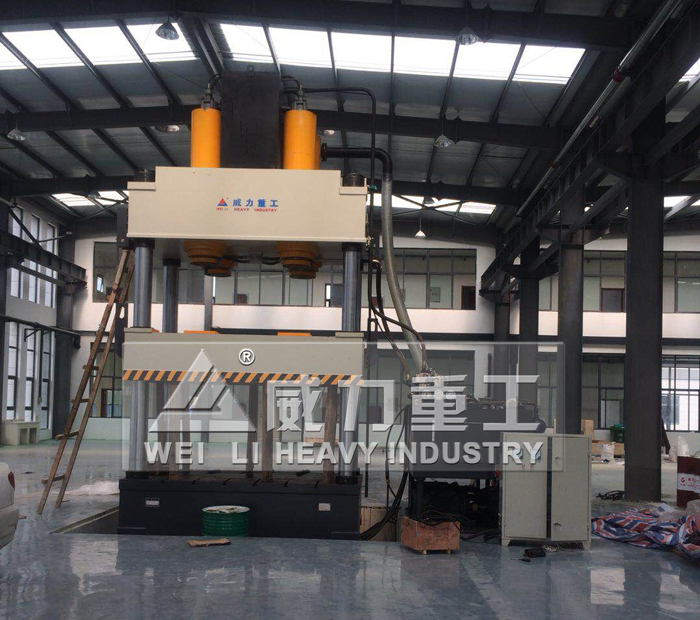
建筑塑料模殼成型油壓機常見的噸位有630噸塑料模殼油壓機、800噸塑料模殼成型油壓機、1000噸建筑塑料模殼油壓機。建筑塑料模殼成型油壓機采用三梁四柱雙缸結構,新款設有下頂缸,滑梁和上模預留通孔,置有機械打料桿,方便脫模。(山東沃達重工支持建筑塑料模殼模具定制)
伺服1000噸塑料模殼油壓機的液壓系統為插裝閥集成液壓站,置有油箱、二通插裝閥、電機、油泵、油液過濾系統,控制系統為伺服驅動系統和工業觸屏PLC控制系統,可預設動作:a滑塊快速下行 B滑塊慢速下行 c排氣功能n次 d保壓延時 e泄壓延時 f滑塊回程 g模具油缸頂出脫模 h模具油缸退出。
1000噸模壓塑料模殼專用設備
塑料模殼成型是通過伺服1000噸塑料模殼油壓機在模具配合作用在可一次熱壓成型,推薦使用1000噸、1200噸、1500噸四柱油壓機設備。模壓成型又稱壓制成型,是將松散狀的固態物料放入到預熱的模具中,通過加熱和加壓方法使它們逐漸軟化熔融,然后根據模腔形狀進行流動成型,經一定時間后卸壓、 模壓塑料模殼1000噸油壓機起模即得到制品(塑件)的過程。

山東威力重工塑料模殼油壓機型號齊全
建筑塑料模殼建筑玻璃鋼模殼生產工藝主要有以下四部分:
(1)將氯化鎂和水以3:2的比例置入容器并攪拌,使氯化鎂完全溶解,制成波鎂度為26-30的溶液,備用。
(2)將作為骨料的氧化鎂與稀土粉充分混合,備用。
(3)將環氧樹脂置入容器,加入相應的偶聯劑,攪拌均勻后倒人氯化鎂溶液使充分混合,再倒人骨料氧化鎂和稀土粉,充分攪拌均勻使成糊狀的粘接糊。
(4)按欲制模殼的形狀和尺寸選定或制作模具,在伺服1000噸塑料模殼油壓機模具表面涂上脫模劑。在涂有脫模劑的模具上均勻地涂復一層由步驟(3)制得的粘接糊,然后鋪設一層碳纖維布并壓實,再涂復一層粘接糊;如此反復操作多次直至達預定厚度為止,然后加壓、加溫至80-100℃并保溫30分鐘),伺服1000噸塑料模殼油壓機壓制成型后脫模。
山東威力重工專業生產各種型號四柱油壓機,伺服油壓機,雙柱油壓機,伺服油壓機,龍門油壓機,單柱油壓機,液壓校直機,伺服壓力機等,廣泛適用于電機制造,粉末冶金等行業。采購油壓機請電話咨詢:0632-5680515 18306370978(同微信)
本文由油壓機廠家整理,轉載請注明來自:m.6767020.com








