



玻璃鋼熱壓機—1600噸復合材料成型油壓機
玻璃鋼熱壓機—1600噸復合材料成型油壓機
復合材料種類多,目前市場上油壓機成型中廣泛應用的復合材料有玻璃纖維、炭纖維、玄武巖纖維等主導材料。玻璃鋼熱壓機—1600噸復合材料成型油壓機適用于汽車、航空航天、家電、軍工等行業熱固性、熱塑性塑料制品成型。
油壓機在產品工藝中主要承擔模壓成型工藝,利用各異型的模具,通過高壓與熱固成型。根據模具與產品配方不同,制造出各種形狀、各種顏色、各種強度的復合材料產品。
玻璃鋼熱壓機—1600噸復合材料成型油壓機要用于復合材料、SMC、模塑料的熱壓成型壓制工藝,滿足壓制工藝的各項要求。設備溫度、固化時間、壓力、速度均符合SMC/BMC材料的工藝特性;采用PLC控制,操作方便,工作參數可調;本設備可選配配備模內抽芯控制系統,預置模內頂出控制系統,可實現快速下行、分段與壓制、分段放氣、工作、保壓、慢速開模、快速回程、慢速脫模、快速頂出、頂出停留、快速退回等一系列動作且溫度能多點控制。

復合材料熱壓油壓機
玻璃鋼熱壓機—1600噸復合材料成型油壓機工藝性能:
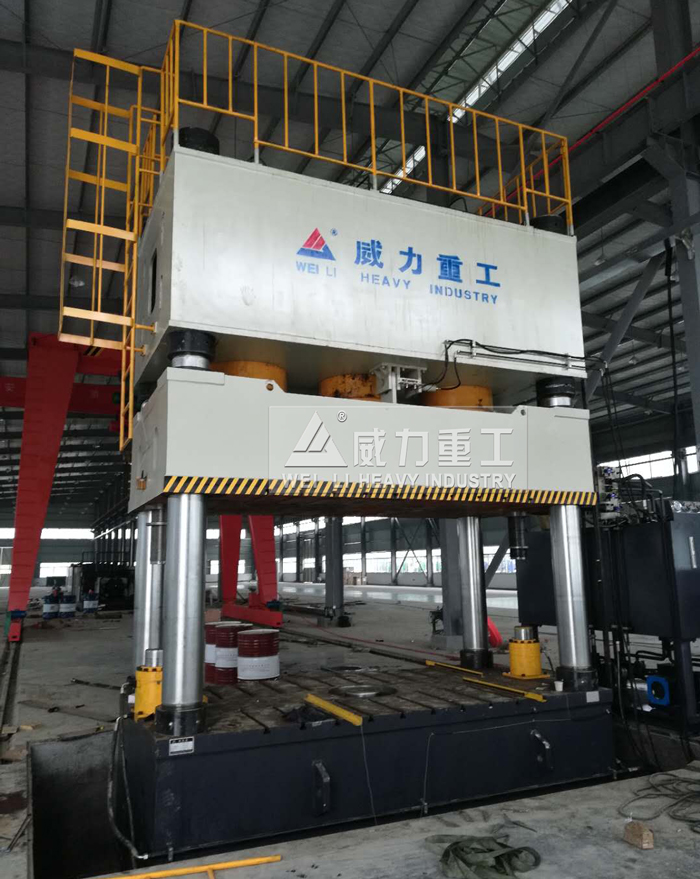
1、主機為三梁四柱立式結構,它由機身、主缸、行程限位裝置、潤滑裝置、液壓動力系統及電氣系統等部件組成,機身是由上梁、滑塊、工作臺、立柱、鎖母、導套等組成,滑塊在油缸驅動下沿著四柱上下直線運動。
2.上梁、滑塊、工作臺采用整體45號鑄鋼鑄造而成具有良好的剛性強度.
3.主柱采用45號圓鋼,并作鍍鉻處理,確保永遠不會生銹,滑套(導套)采用耐磨鑄鐵,內嵌聚四氟乙烯耐磨材料以防止立柱拉傷并具有良好的抗偏載能力,摩擦副的潤滑采用手搖式注油泵裝置,該泵具有集中潤滑供油流暢的特點。
4.液壓油缸為活塞式結構,油缸的關鍵密封選用抗老化和密封惟能較好的國標密封圈,缸體選用45#衍磨管,內孔光潔度好,大型缸體采用45#鍛鋼件,柱塞為45#圓鋼,并進行表面鍍鉻處理,即防銹又耐磨。
5.液壓管路采用冷拔無縫鋼管,經焊接、磨光、酸洗、中和、磷化、清沈、吹干、上油等工序后進入安裝,管路布置清晰、整齊、高壓管彎曲半徑規范,高低壓管有明顯的顏色區分,便于維修,通徑大于25通徑均采用法蘭連接,以減少整機漏油的發生。
玻璃鋼熱壓機—1600噸復合材料成型油壓機模壓成型工藝:
模壓成型(又稱壓制成型或壓縮成型)是先將粉狀,粒狀或纖維狀的塑料放入成型溫度下的模具型腔中,然后閉模加壓而使其成型并固化的作業。模壓成型可兼用于熱固性塑料,熱塑性塑料和橡膠材料。
模壓成型工藝是利用樹脂固化反應中各階段特性來實現制品成型的,即模壓料塑化、流動并充滿模腔,樹脂固化。在模壓料充滿模腔的流動過程中,不僅樹脂流動,增強材料也要隨之流動,所以模壓成型工藝的成型壓力較其他工藝方法高,屬于高壓成型。因此,它既需要能對壓力進行控制的油壓機,又需要高強度、高精度、耐高溫的金屬模具。
復合材料成型油壓機型號齊全
使用玻璃鋼熱壓機—1600噸復合材料成型油壓機進行玻璃鋼模壓過程:
(1)加料:按照需要往模具內加入規定量的材料,而加料的多少直接影響著制品的密度與尺寸等。加料量多則制品毛邊厚,尺寸準確度差,難以脫模,并可能損壞模具;加料量少則制品不緊密,光澤性差,甚至造成缺料而產生廢品。
(2)閉模:加料完后即使陽模和陰模相閉合。合模時先用快速,待陰,陽模快接觸時改為慢速。先快后慢的操作方法有利于縮短非生產時間,防止模具擦傷,避免模槽中原料因合模過快而被空氣帶出,甚至使嵌件位移,成型桿遭到破壞。待模具閉合即可增大壓力對原料加熱加壓。
(3排氣:模壓熱固性塑料時,常有水分和低分子物放出,為了排除這些低分子物、揮發物及模內空氣等,在塑料模的模腔內塑料反應進行至適當時間后,可卸壓松模排氣一很短的時間。排氣操作能縮短固化時間和提高制品的物理機械性能,避免制品內部出現分層和氣泡;但排氣過早、遲早都不行,過早達不到排氣目的;過遲則因物料表面已固化氣體排不出。
(4)固化:熱固性塑料的固化是在模壓溫度下保持一段時間,使樹脂的縮聚反應達到要求的交聯程度,使制品具有所要求的物理機械性能為準。固化速率不高的塑料也可在制品能夠完整地脫模時固化就暫告結束,然后再用后處理來完成全部固化過程;以提高設備的利用率。模壓固化時間通常為保壓保溫時間,一般30秒至數分鐘不等,多數不超過30分鐘。過長或過短的固化時間對制品的性能都有影響。
(5)脫模:脫模通常是靠頂出桿來完成的。帶有成型桿或者某些嵌件的制品應先用專門工具將成型桿等寧脫,然后進行脫模。
購買油壓機您是否知道這些?
第一、用來做什么工藝?是沖壓、拉伸還是熱壓成型?是校正還是校直?
第二、如果是沖壓工藝,哪種款式和型號油壓機合適?
第三、如果是拉伸成型,多少噸合適?設備技術參數如何選擇?
第四、如果工件需要校正,如何選擇機型?如何能夠做出完善的技術方案?
油壓機屬于多功能油壓機,主要是根據加工工件選擇合適機型,如果您對油壓機選型有疑問,歡迎聯系山東威力重工油壓機技術部:0632-5680515 18306370978(同微信)
本文由油壓機廠家整理,轉載請注明來自:m.6767020.com
下一篇:全自動陶瓷片成型油壓機干壓工藝 上一篇:2000噸液壓機徑向擠壓沖壓底托技術方案








